star sensors are mainly used to achieve star attitude and perceive non-cooperative targets. When the equivalent magnitude of a constant star or non-cooperative target is large, the detection and capture of stars or sensing targets will cease to be effective due to the influence of stray light. Therefore, the suppression performance of stray light is a key technical indicator of situational awareness sensors. Engineering experience has shown that a first-order sunshade can reduce sunlight to 10−5-10−6, effectively reducing sunlight pollution on the detector image surface and improving the probability of target capture. In the design stage of the baffle, the scattering characteristics of the extinction coating on the inner surface of the baffle are often modeled as Lambert bodies, resulting in significant differences between the actual and expected values of the extinction performance; During the processing stage of the light retaining ring, the thickness of the cutting edge is often ignored, resulting in significant differences between the actual and expected values of the extinction performance of the light retaining ring.
The new generation of Star Trackers can achieve both stellar attitude capture and perceive non cooperative targets. When the non cooperative target is far from the main body, the target can be approximated as a color temperature star of 5700 K, which changes with the distance from the main body. When the equivalent magnitude of a constant star or a non cooperative target is large, the influence of stray light can cause the detection and capture of stars or sensing targets to fail. Therefore, the suppression performance of stray light is a key technical indicator of star sensors. Engineering experience has shown that a first-order sunshade can reduce sunlight to the power of 10^-5 to 10^-6, effectively reducing solar light pollution on the detector image surface and increasing the probability of targets being captured.
In the design stage of light masks, the scattering characteristics of surface coatings are often equivalent to Lambert bodies, or the scattering characteristics inherent in simulation software are attached to surface properties, resulting in significant differences in the extinction performance of the designed light masks compared to expected values. The bidirectional reflection distribution function (BRDF) was first proposed by American scholar Nicodemus, which characterizes the reflection characteristics of an object surface at any observation angle under different incident angles. In 2016, Xi’an Institute of Optics and Precision Machinery, Chinese Academy of Sciences, sprayed Z306 matt black paint on the surface of aluminum plate samples, measured and modeled the bidirectional reflectance distribution function, and obtained the BRDF value of Z306 aluminum plate samples at 650 nm; In 2019, Changchun University of Technology built a testing equipment for testing organic glass (PMMA) BRDF and obtained the BRDF of the PMMA; In 2022, Shenyang University of Technology proposed a BRDF model for improving multi-parameter micro plane polarization, and established a mathematical model for reflected light polarization based on the relationship between Stokes vector and Muller matrix. Although the above literature tests and optimizes the model for the samples, the absorption rate of the samples used is not high (about 95%), and there is a lack of detection and modeling for high absorption coating BRDF. In the processing stage of the light shield, it is necessary to perform precision machining on the edge of the light shield ring to ensure that the thickness of the edge meets the requirements of the index. In 2019, Xi’an Institute of Optics and Fine Mechanics of the Chinese Academy of Sciences studied the stray light suppression technology of the ultra light light machine system structure. Through the optimization design of the light barrier ring and the edge, the edge thickness of the light barrier ring after black coating treatment was reduced from 0.20 mm in the original integrated processing to 0.03 mm, reducing the cumulative reflection area of all the light barrier ring edges; In 2022, the Shanghai Aerospace Control Technology Research Institute further optimized the design of the blade thickness of the light shield and analyzed the required blade thickness for different extinction performance. Although the above research has demonstrated the influence of blade thickness on stray light, no blade thickness detection scheme has been provided.
Based on the shortcomings in the above detection process, the roughness in the text is 1.0 μ Measure the Magic black extinction coating on the aluminum alloy substrate and fit a scattering model with a deviation of less than 10%. This model improves the simulation accuracy by 40% compared to the traditional Lambert model; Secondly, a study was conducted on the thickness detection method for the edge of the light shield ring, and a method based on coaxial telecentric optical path detection was proposed to achieve precise measurement of the edge thickness without damaging the light shield (or light shield ring, the former specifically refers to integrated processing of the light shield and light shield ring, while the latter specifically refers to separate processing of the light shield and light shield ring). The measurement accuracy is better than 1.2 μ M; Finally, quantitative testing of the extinction ratio of the light shield, testing of stray light in the dark room, and star observation testing of stray light in the external field were carried out. The extinction ratio test data showed that the theoretical extinction ratio of the light shield deviated from the actual value by 12%. The dark room test data showed that the average grayness of the image surface was 55.80 when 24 ° sunlight was incident. The external field test data showed that the measurement accuracy did not change by more than 0.5 ″ when there was stray light interference.
The BRDF definition formula divides the irradiance in the specified direction by the irradiance in the given direction for a given wavelength, as shown in Figure 1.

At present, the internationally recognized high absorption extinction coating with space flight experience is Magic black. Compared to PNC coating, Magic black has a coating thickness of 3-5 due to the use of vacuum deposition technology in the coating process μ m. The uniformity is good, and the sample is shown in Figure 2.

Due to the strict control requirements for the blade thickness of the star sensor hood, the use of Magic black coating is more suitable. The standard BRDF testing equipment is selected in the article for roughness of 1.0 μ Sample m was tested, as shown in Figure 3. The test data is fitted using formula (2).

For roughness of 1.0 μ The modeling visual diagram of m is shown in Figure 4. The blue box represents the measurement data, and the white box represents the fitting data. Its physical meaning is as follows: when the detection azimuth angle is 180 ° and a certain measurement wavelength is determined, the BRDF value changes with different incident zenith angles and reflection zenith angles.
The deviation between the fitted data and the measured data is better than 10%. By substituting the fitted data into the stray light simulation software, beam tracing can be performed.

The blade belongs to the key component of the light shield, as shown in Figure 5, which is a right angle light blocking ring. The blade is located at the edge of the inner diameter of the light blocking ring. Due to its special structural position and small thickness size, ordinary detection equipment such as three coordinates and imaging instruments cannot directly measure it. There is no standard measurement specification for the thickness of the cutting edge in the industry. The traditional approach is to cut open the processed light barrier ring and use an imager or universal tool microscope to detect the thickness of the cutting edge. The premise of this detection scheme is to ensure good consistency in the batch of precision machining, and to ensure that the cutting edge of the light blocking ring after cutting is not deformed. However, in the actual machining process, there may be damage to the cutting edge when cutting metal, resulting in unsatisfactory consistency of the cutting edge. Therefore, this destructive detection method does not meet the actual engineering requirements.

In the article, dual telecentric coaxial light illumination is used to detect the thickness of the cutting edge. The detection optical path is shown in Figure 6. The collimated light source is incident onto the right optical path through a semi transparent and semi reflective mirror, and then reflected onto the edge of the light blocking ring through a reflecting mirror. Due to the use of coaxial telecentric light path, the edge image is clear and sharp, and the beam scatters through the cutting edge and returns to the optical path. After passing through a semi transparent and semi reflective mirror, the image side telecentric light path is formed, which is then incident onto the detector image surface.

The distortion and transfer function of the dual telecentric optical system are shown in Figure 7. The distortion in the full field of view is less than 0.05%, and the transfer function is 210 lp/mm ≥ 0.62 (with a matching detector pixel size of 2.4) μ m) .

To solve the difference in image caused by the deviation of the blade itself, a combination of dynamic threshold segmentation method and NCC template matching algorithm is used to search for the target. The specific process is shown in Figure 8. The dynamic threshold segmentation method is the operation of comparing an image with its local background.

The NCC (Normalized Cross Correlation) algorithm, also known as the normalized product correlation algorithm, utilizes the grayscale of the subgraph and template images to calculate the degree of matching between them through a normalized correlation measurement formula. Select a detector pixel size of 2.4 μ m. If the magnification of the telecentric lens is 3 times, the measurement accuracy of the system is 0.8 without considering subdivision accuracy μ M. Now, the dual telecentric testing system has a measurement accuracy of 1.2 μ The calibration of the imaging instrument for m is shown in Figure 9. Figure 9 (a) shows the calibration target plate, and Figure 9 (b) shows the numerical deviation of the two measurement systems.

The construction of the edge detection platform is shown in Figure 10, and the equipment composition is shown in Table 1, including high-precision dual telecentric coaxial optical path objective lens, multi-functional probe, and one-dimensional air floating turntable. Before testing, the first step is to use a multifunctional probe to sample and align the central axis of the light blocking ring with the turntable; The second step is to use a dual telecentric coaxial optical path lens to clearly image the cutting edge; The third step is to start the air flotation turntable and collect the blade data.


The edge image is shown in Figure 11. Due to the limited depth of field of the optical system, only the edge area can be clearly imaged. The white lines inside the red box in the figure represent the edge image. The advantage of image measurement is that it can achieve non-contact measurement without damaging the light barrier. The advantage is that after attaching an ultra-high absorption coating to the surface of the light barrier, it will affect image quality, and usually requires edge data collection before surface treatment. Due to the use of Magic black matte coating in the text, its characteristic is that the thickness is only 3-5 μ m. The relative blade thickness can be ignored, so the blade before surface treatment can meet the requirements.

The measurement data of the cutting edge is shown in Figure 12. 30 points are collected from each light blocking ring cutting edge, evenly divided into one circle. It can be seen that the thickness of the cutting edge at each point is different, but the thickness variation range is controlled between 20 and 27 μ Within m.

The principle of extinction ratio detection is shown in Figure 13, consisting of a multi-dimensional control turntable, solar simulator, darkroom, optical platform, extinction trap, composite irradiance meter, and data acquisition system. Its performance indicators are shown in Table 2.


The first step is to measure the irradiance of the solar simulator using an integrating sphere as the testing benchmark; The second step is to install the sunshade on the multi-dimensional control turntable and calibrate the sunshade with the optical axis of the solar simulator; The third step is to adjust the composite irradiance meter to the effective exit pupil aperture of the light shield, and adjust the front and rear positions to make the opening at the optical theoretical position; Step 4: Adjust the multi-dimensional control turntable to align the solar simulator with the sunshade θ Starting test angle; The fifth step is to collect data in steps of 2 °.
The test technical conditions are consistent with Table 2. Replace the transfer fixture at the outlet of the light shield, install the star sensor to be tested on a multi-dimensional control turntable, and form a 24 ° angle with the optical axis of the solar simulator. The test site is shown in Figure 16. During the testing process, it is necessary to control key scattering surfaces, such as covering the optical platform surface with extinction materials to minimize the impact of environmental scattering light on the test results.

The experimental conditions for the outfield experiment are a solar constant parallel light incident at an angle of 24 ° with the star sensor. The comparative test conditions are divided into tests with no light incidence and tests using the light shield mentioned in the text under the same test state. The test site is shown in Figure 18

Under the condition of stray light irradiation, the background grayscale of the image increases, and the signal-to-noise ratio between the original star target energy and the deep space background decreases. The area contaminated by stray light may produce false star point targets or equivalent dark current noise or detector electronics noise, resulting in errors in the attitude recognition process.
In the article, two different stages of design and processing were used to detect the components of the star sensor hood. The design stage mainly focused on testing the bidirectional reflection distribution function based on the scattering characteristics of the Magic black extinction coating on the process components, and fitting visual data suitable for optical simulation analysis; In the processing stage, based on the key characteristics of the cutting edge, a coaxial dual telecentric optical path was proposed to detect its thickness, a testing platform was built, and the measured data of the cutting edge were obtained; In the verification section of the article, quantitative testing of the extinction ratio of the light shield is carried out, and the extinction performance of the light shield is further verified through a complete machine stray light test. The data shows that the deviation between the quantitative test value of extinction ratio and the theoretical simulation value is 12%. When sunlight enters the hood at 24 °, the average grayscale of the image surface will be 55.80; The accuracy of star point positioning is 2.5 “(3 σ) Become 3.0 “(3 σ)。 The detection method for star sensor masks in the article can provide theoretical basis and technical support for other optoelectronic sensors.
Send us a message,we will answer your email shortly!
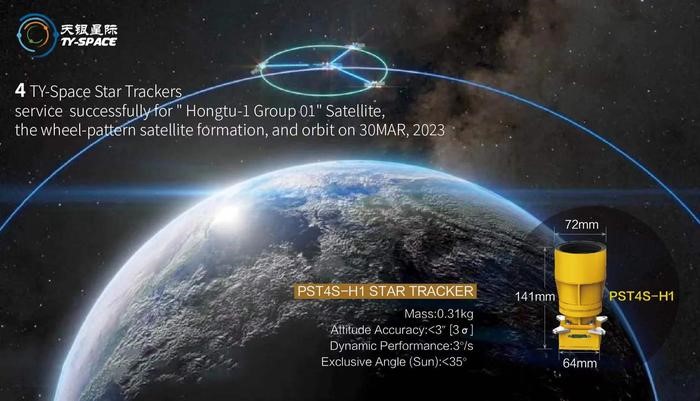
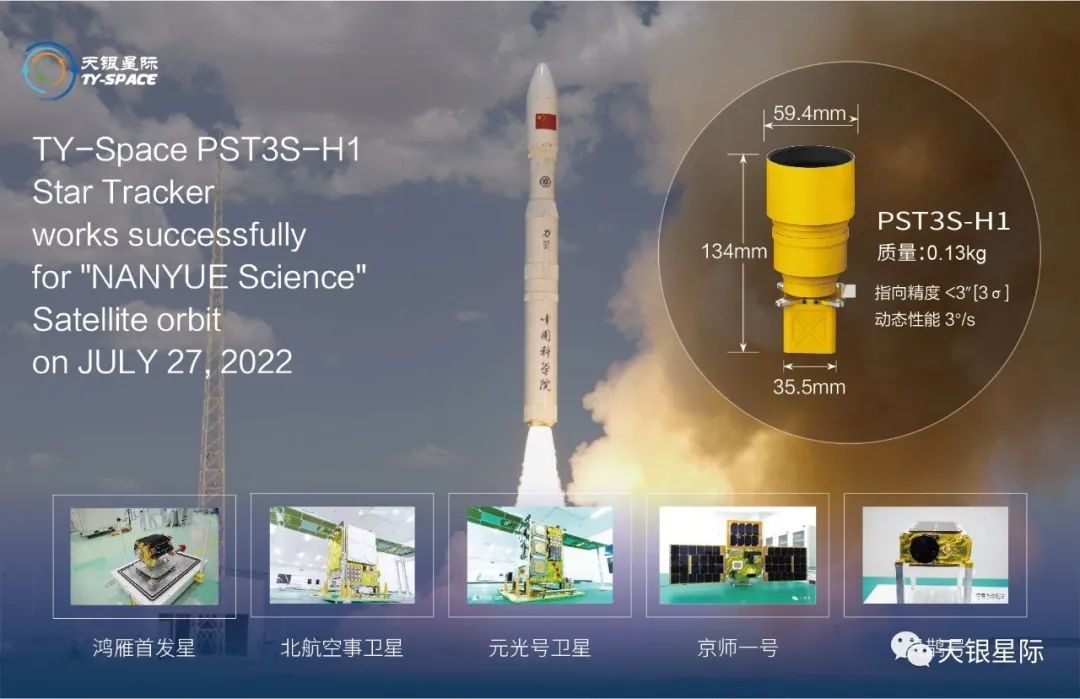
TY-Space Technology (Beijing) Ltd. is professional focusing on advanced attitude optical sensors, especially Star Trackers for space industry.